[VIP第1年] 指数:3
[VIP第1年] 指数:3
维护和保养包括清洁、润滑、紧固、更换易损件等,以确保模具的正常工作和延长使用寿命。注塑模具加工是一项复杂而精细的工艺,需要设计师、加工师、质检员等多个环节的协同合作。通过合理的模具设计、高精度的加工和严格的质量控制,可以生产出高质量、高效率的塑料制品,满足不同行业的需求。以上介绍了注塑模具加工的基本流程和注意事项,希望能够对大家有所帮助。随着科技的不断进步和工艺的不断完善,注塑模具加工将会更加高效、精细和智能化,为制造业的发展注入新的动力。先进的加工设备是模具加工质量和效率的保障,如数控加工中心、电火花机床等。上海异形模具加工厂家精选

模具行业的发展趋势与挑战:随着制造业的不断发展,模具行业也面临着新的挑战和机遇。一方面,市场对模具的精度和耐用性提出了更高要求,这促使模具加工与制造技术不断创新和进步。另一方面,随着新材料、新工艺的不断涌现,模具行业也需要不断适应这些变化,以满足客户日益多样化的需求。此外,环保和可持续发展也成为模具行业面临的重要议题。如何在保证模具性能的同时,降低生产过程中的环境污染和资源消耗,是模具行业未来发展的重要方向。江苏压力机模具加工制作模具加工中冷却液的选择。

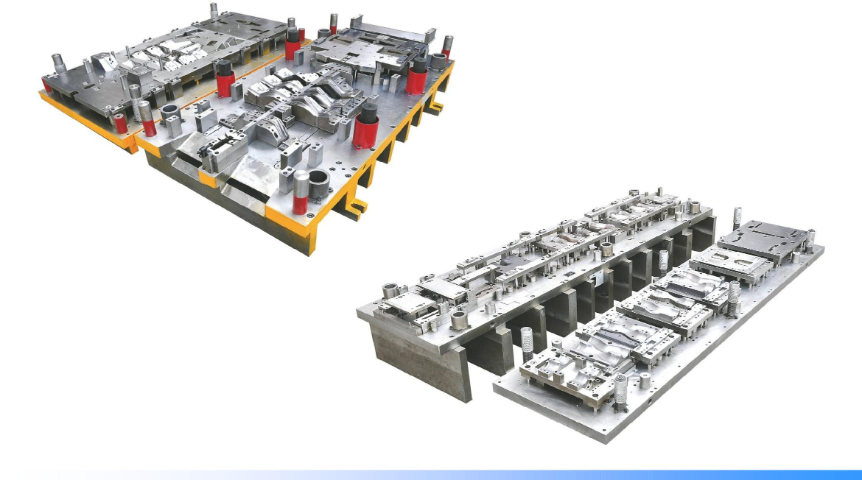
模具加工与模具制造:深入了解这一行业领域。模具加工与模具制造的概念:模具加工和模具制造是两个紧密相连但又有所区别的概念。简单来说,模具制造是指从原材料开始,通过一系列工艺流程制作出模具的全过程,而模具加工则更侧重于对已有模具进行精细化加工、修改或维护。在制造业中,模具是不可或缺的工具,它们被普遍应用于各种产品的生产中,如汽车、家电、电子产品等。模具的质量直接影响到产品的质量和生产效率,因此,模具加工与制造行业具有极高的技术要求和市场需求。
加工精度要求:模具尺寸的制造精度应在0.005~0.02mm范围内;垂直度要求在0.01~0.02mm范围内;同轴度要求在0.01~0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01~0.03mm范围内。合模后,分型面之间的间隙小于所成型塑料的溢边值。其余模板配合面的平行度要求在0.01~0.02mm范围内;固定部分的配合精度一般选用0.01~0.02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边0.01~0.02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种。注意:镜面上如有做了挂在台阶的镶件,配合不能太紧,否则在镶件从正面往后退敲打时,用来敲打的工具易碰坏镜面,如不影响产品尺寸,可取双边0.01~0.02mm的间隙配合。电火花加工适用于复杂形状的模具加工,通过放电腐蚀原理,实现高精度的成型。

模具的几种加工方式是什么:模具的几种加工方式包括铣削加工、电火花加工、线割加工和抛光加工。一、铣削加工:铣削加工是模具加工中常用的方式之一。铣削加工通过旋转铣刀,切割被加工材料的表层处理出所需要的形状和尺寸。相较于其他加工方式,铣削加工具有精度高、表面光洁度好、效率高等优点。适用于需要高精度的模具加工。二、电火花加工:电火花加工利用放电高温和高压的电弧,将金属表面部分破坏,使其形成一定形状。电火花加工主要用于加工硬度高的材料,如模具的冲孔加工、铣出模具微小方形凸台等。模具加工精度影响产品配合。上海异形模具加工厂家精选
一个好的模具设计不仅能提高产品质量,还能降低生产成本,提升生产效率。上海异形模具加工厂家精选
从粗、精加工到组装工艺、调试,各种形状、规格、高效率、高精度加工装备,基本实现了机械化、自动化。模具加工流程:开料:前模料、后模模料、镶件料、行位料、斜顶料;开框:前模模框、后模模框;开粗:前模模腔开粗、后模模腔开粗、分模线开粗;铜公:前模铜公、后模铜公、分模线清角铜公;线切割:镶件分模线、铜公、斜顶枕位;电脑锣:精锣分模线、精锣后模模芯;电火花:前模粗、铜公、公模线清角、后模骨位、 枕位;钻孔、顶针;行位、行位压极;斜顶:复顶针、配顶针;其它:①唧咀、码模坑、垃圾钉(限位钉);②飞模;③水口、撑头、弹簧、运水;省模、抛光、前模、后模骨位;细水结构、拉杆螺丝拉钩、弹簧;淬火、行位表面氮化;修模刻字。上海异形模具加工厂家精选
文章来源地址: http://jxjxysb.dzyqjjgsb.chanpin818.com/jwjjg/mojuzhizao/deta_27509687.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。